
Interwencja


Aluminium produkowano w Koninie ponad cztery dekady, ale najtrudniejsze były pierwsze cztery lata, kiedy wydział elektrolizy niemal bez przerwy nękały awarie. W usuwaniu jednej z nich pomagali nawet... milicjanci.
O aluminium wypływającym z katody mówiło się, że ucieka z wanny. Kiedy awarie zdarzały się w nocy, pracownicy dozoru budzeni byli telefonicznie wiadomością, że „wanna ucieka”. - Wyrwany ze snu człowiek, który dopiero co wrócił z zakładu, na wiadomość, że „wanna ucieka”, odpowiadał: „niech ucieka - wartownicy na bramie i tak złapią” – czytamy we wspomnieniach Tadeusza Matyby. - Dopiero po chwili przecierał silniej oczy i do jego świadomości zaczynał docierać fakt, że to jednak awaria.
Bez dziesięciu wanien
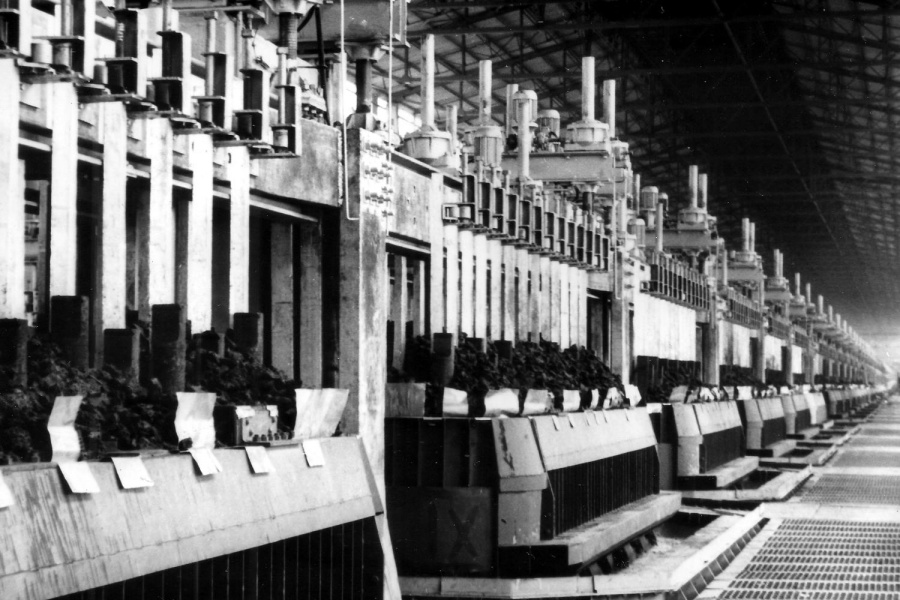
Dwa dni po pierwszej awarii pękł z kolei blok anodowy sąsiedniej wanny nr 45. Elektrolizer został wyłączony, bo jego ponowne uruchomienie wymagało przygotowania, a więc spieczenia nowej anody. O ile katoda była wyłożona blokami węglowymi, które wymieniano mniej więcej co trzy lata podczas remontu kapitalnego, to upalająca się od dołu anoda była od góry uzupełniana tak zwaną masą anodową (czarne brykietki widoczne na fot. nr 5), która pod wpływem wysokiej temperatury się rozpuszczała, a następnie spiekała w zwarty blok. Ponieważ anoda upalała się w tempie nieco ponad centymetr na dobę, żeby zachować taką jej odległość od powierzchni aluminium, jakiej wymagał proces technologiczny, musiała być systematycznie opuszczana. Wraz z nią do powierzchni elektrolitu i samego metalu zbliżały się również tkwiące w niej sworznie. Gdyby sworzeń zaczął się topić i dostał się do aluminium, metal straciłby swoje właściwości (takie właśnie i im podobne zjawiska były przyczyną tego, że pierwsze partie konińskiego aluminium były nie najlepszej jakości). By tego uniknąć, sworznie były przez operatora technologicznej suwnicy systematycznie wyrywane i ustawiane w najwyższej pozycji. Właśnie podczas takiego wyrywania dochodziło czasami do pęknięcia bloku anody. – Jeśli sworzeń nie był idealnie gładki, miał jakieś zgrubienia czy nierówności, podczas wyrywania go z anody mogło dojść do jej pęknięcia – tłumaczy Mirosław Kropidłowski, mistrz zmianowy na elektrolizie. W sumie w pierwszym roku eksploatacji elektrolizy w wyniku różnych awarii wyłączonych zostało aż dziesięć wanien.
Francuzi nie byli chętni
Przez pierwsze kilkanaście miesięcy swojej pracy w hucie, którą podjął jeszcze w 1966 r., Mirosław Kropidłowski był członkiem brygady, która zajmowała się tylko i wyłącznie anodami na obu halach: wymianą sworzni, dosypywaniem masy anodowej, pomiarami wysokości stopy anody i jej podnoszeniem oraz spiekaniem nowych anod. Był absolwentem liceum, więc fachu uczył się na kursach, potem w Państwowej Szkole Hutniczej, która działała na terenie konińskiej huty. Ale przede wszystkim od bardziej doświadczonych pracowników, którzy przyjechali z Huty Aluminium w Skawinie oraz fachowców z Francji, przysłanych przez firmę Pechiney, od której zakupiono licencję.
strona 2 z 6strona 2/6





Dziękujemy za Twoją obecność. Obserwuj nas w Wiadomościach Google, aby być na bieżąco.


